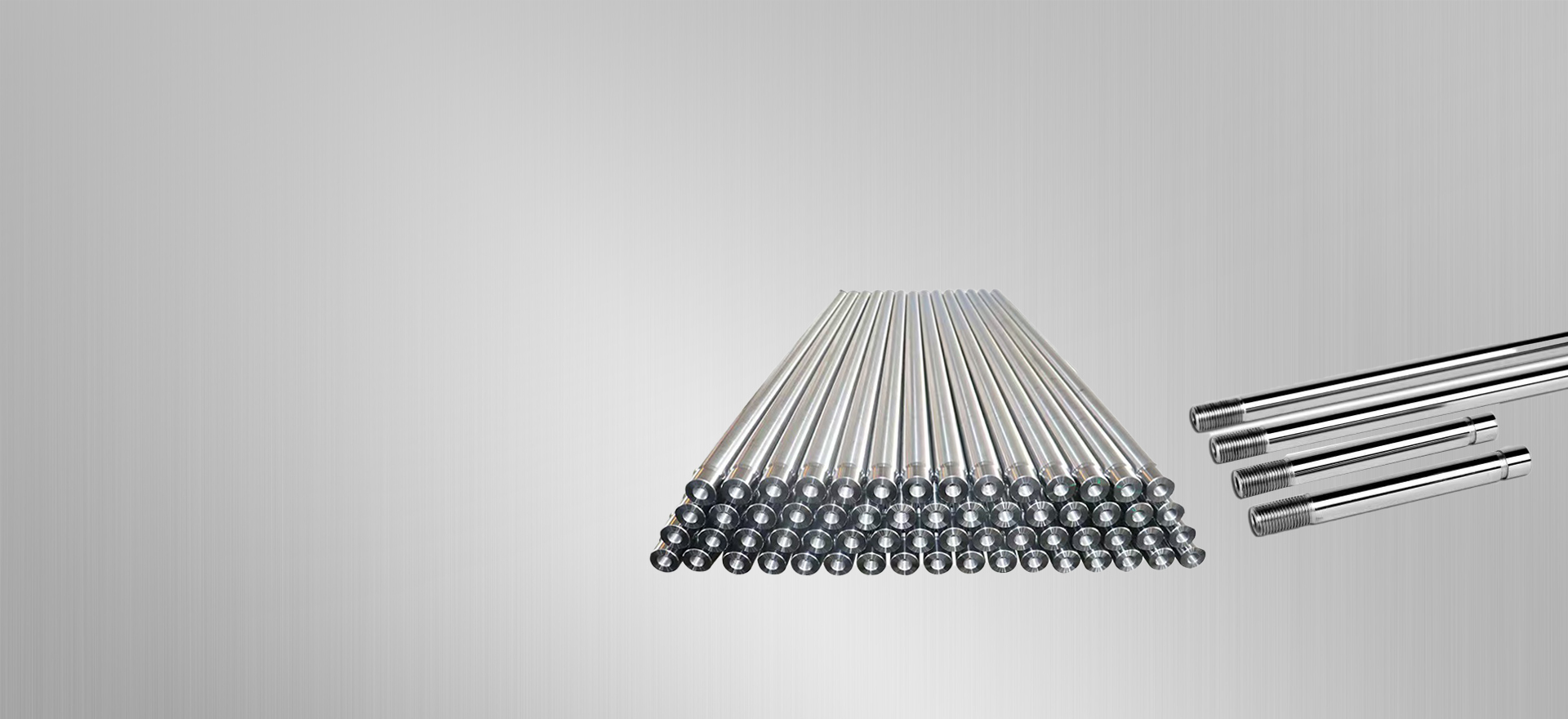
液压油缸缸筒的制造工艺
液压油缸缸筒的制造工艺是一个复杂而精细的过程,它涉及多个步骤和工艺要求,以确保缸筒的质量和性能。以下是对液压油缸缸筒制造工艺的详细介绍:
一、材料选择与准备
材料选择:
缸筒通常选用高强度、耐腐蚀的合金钢或不锈钢材料。
材料的选择需考虑工作压力、介质、温度以及缸筒的耐磨性和耐腐蚀性。
材料准备:
根据设计要求,将选定的材料切割成适当的长度。
对切割后的材料进行表面清理,去除油污、锈迹等杂质。
二、毛坯成型
锻造:
将切割好的材料放入锻造设备中,通过加热、加压等工艺,将其锻造成圆柱形毛坯。
锻造过程中需控制加热温度和锻造压力,以确保毛坯的质量和性能。
无缝钢管:
对于某些特定规格的缸筒,也可以采用无缝钢管作为毛坯。
无缝钢管具有内壁光滑、壁厚均匀等优点,适用于高压、高速等恶劣环境下的液压油缸。
三、机械加工
粗车:
对毛坯进行粗车加工,去除多余的金属,使缸筒的外径和内径达到初步的尺寸要求。
粗车过程中需选择合适的刀具和切削参数,以确保加工效率和加工质量。
精车:
在粗车的基础上,对缸筒进行精车加工,使其达到最终的尺寸精度和表面粗糙度要求。
精车过程中需严格控制切削参数和刀具磨损情况,以确保缸筒的精度和表面质量。
内孔加工:
采用深孔加工技术,如深孔镗削、珩磨等,对缸筒的内孔进行加工。
内孔加工需确保孔的深度、直径、圆度以及表面粗糙度等参数满足设计要求。
四、热处理
调质处理:
对缸筒进行调质处理,以提高其强度和韧性。
调质处理包括加热、保温和淬火等步骤,需严格控制加热温度和保温时间。
表面硬化处理:
对缸筒的内壁进行表面硬化处理,如喷丸强化、渗碳淬火等。
表面硬化处理可以提高缸筒的耐磨性和抗腐蚀性,延长其使用寿命。
五、表面处理与检验
表面处理:
对缸筒的表面进行喷砂、抛光或镀层等处理,以提高其耐腐蚀性和美观度。
表面处理需确保处理后的缸筒表面无划痕、无锈蚀等缺陷。
检验:
对缸筒进行全面的检验,包括尺寸检验、表面质量检验、硬度检验等。
检验过程中需严格按照相关标准和要求进行,以确保缸筒的质量符合设计要求。
六、包装与运输
包装:
对检验合格的缸筒进行包装,以防止在运输和储存过程中受到损坏。
包装材料需选择耐腐蚀、易搬运的材料,并标明缸筒的规格、数量等信息。
运输:
按照运输要求将缸筒运送到指定地点,确保在运输过程中不发生损坏或变形。
综上所述,液压油缸缸筒的制造工艺是一个复杂而精细的过程,涉及材料选择与准备、毛坯成型、机械加工、热处理、表面处理与检验以及包装与运输等多个环节。每个环节都需严格控制工艺参数和质量要求,以确保缸筒的质量和性能满足设计要求。


 苏公网安备32020602003034号
苏公网安备32020602003034号